PROCESS CONSULTING
NEW BUILD &
REPAIRS
MANUFACTURING AUDITS
TRAINING

VACUUM BAGGED EPOXY-CARBON CONSTRUCTION
BP/SPECIAL PROJECTS, LLC provided process consulting, qualification, and hands-on fabricating assistance to Merrifield-Roberts, Bristol, RI, during the construction of 2 Formula 40 advanced composite racing catamarans.
Hull reinforcements were carbon,
Kevlar and S glass, with aircraft grade epoxy resin.Impregnation and laminating / bagging was conducted in a temperature and humidity controlled workspace.

Laminates were bagged with a process materials stack that included:
• Peel Ply
• Perforated release film
• Polyester bleeder-breather
• Nylon-6 vacuum bag film
Extensive process qualification trials were run to determine the correct perforated release film specification, bleeder weight specifications and vacuum cycle parameters to produce the target fiber to resin ratio.
Cores, both crosslinked PVC foam and NOMEX honeycomb, were also vacuum bagged in place.

Read a BP/SP Professional Boatbuilder article on preparing for conversion to infusion processing.
INNOVATIVE COMPOSITE TECHNOLOGY DEMONSTRATIONS
BP/SP, LLC provided process control and construction consulting services to SUNREZ, El Cajon, CA, during construction of the ½ scale Corvette Class ship mid-section for a BAA contract let through the US Navy Carderock Division of the Naval Surface Warfare Center. Fabrication was conducted at the Intermarine USA Shipyard, Savannah, GA. BP/SP also provided shop level training in cored construction, vacuum processing and resin infusion to shipyard personnel.
The 44,000 pound composite component, comprising hull shell, decks, tabs, and frames, was manufactured using VARTM - Vacuum Assisted Resin Transfer Molding methods and photo-initiated vinylester resin that cures rapidly when exposed to a very narrow wavelength band of ultra-violet light. All process materials were selected for UV transparency.
The above photograph shows a deck component being infused. Unlike other infusion processes that require a delicate balancing of geltimes and exotherm cycles, photo-initiated resins offer a number of advantages for this process application. UV curing resins have open-times of weeks to months, so resin gel prior to completion of reinforcement infusion is not a problem so long wetout times for thick or dense materials become practical.
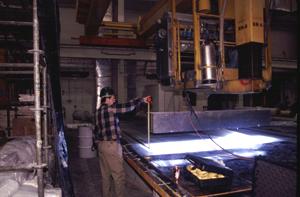
This photograph shows the ultra-violet light curing stage of the process. A large light box, producing a UV �footprint' approximately 3' x 6' was mounted to one of the cherry picker - bridge crane impregnator units in the Intermarine shop, and then moved across the parts to be cured using the impregnator motion controls. Exotherm temperatures were controlled by varying the intensity of UV radiation applied during the curing process, and by varying the dwell time of the UV radiation on the part.

MAJOR DAMAGE REPAIR PROJECT
BP/SP, LLC was retained by a general surveyor to evaluate the extensive service damage to this balsa cored racing sailboat.
Interior keel floors were comprehensively delaminated, with laminate cracking compromising both the inner and outer skins in way of the keel floor-toes and adjacent internal structure.

BP/SP, LLC worked closely with the vessel's builder and the repair yard to develop repair methods and materials specifications and procedures. Multiple inspection visits were made as the repairs progressed.
The entire center section of the hull, including keel floors was cut away, and the remaining hull shell section was placed in this specially built hull repair mold where it was re-skinned and re-cored .


MANUFACTURING PROCESS AUDITS
BP/SP, LLC offers composite process and manufacturing audit services. A typical audit would start with 2-4 days out on the shop floor and in the spray and laminating spaces, to observe and document current practices with high quality digital photographs.


I suit up in my Tyvek overalls and respirator and observe as many manufacturing steps as practical during my time in the shop, with particular attention to problems the laminating and coring crews experience during production. I shoot lots of digital photos.
Once my time in the shop is up I put together an illustrated Power Point slideshow that details what I saw. Modifications to ease producability while enhancing the shop's output and quality are discussed, with both management and shop-level personnel present. Immediate problems are identified, with corrective actions recommended. Strategies for intermediate and longer-term materials and process changes are discussed, with further reports at the client's specification .
This approach to presenting my observations and suggestions works better than a visit, followed by a text-only report presented at a later date.
COMPOSITES TRAINING PROGRAMS
I have taught composites materials and processes training classes for the US Navy, The American Bureau of Shipping, ABARIS Training, and at The Woodenboat School. Classes run from 3 to 5 days, and are a mix of classroom and laminating shop time. Dozens of samples are typically produced, tested to destruction and then inspected.


At this 5 day WoodenBoat School class a group of 12 students produced an advanced composite dinghy in 54 hours, along with dozens of sample panels experimenting with materials, processes, and deliberate manufacturing mistakes.
The dinghy was fabricated with light curing vinylester resin, transparent polycarbonate honeycomb cores, and E and S fiberglass laminates. Construction methods were vacuum bagged manual wet-preg for the hull shell skins, and infusion and hand layup for the seats and flotation tank skins.



This small class of 4 marine surveyors and engineers was specifically interested in composite failure modes and inspection techniques. The class produced dozens of panels that were damaged and then inspected. Materials included ductile and crosslinked PVC foam cores, balsa, plywood, and honeycombs. Laminates were Fiberglass, Aramids, and carbon. Resins were epoxies , vinylesters, and UV curing polyesters.